汽车油箱成型-钣金冲压成型分析实例
汽车油箱成型-钣金冲压成型
汽车油箱成型-钣金冲压成型
汽车油箱成型-钣金冲压成型
汽车油箱成型-钣金冲压成型
·使用显示动力学进行汽车油箱成型分析并使用隐式静力学进行回弹分析。
·使用显示动力学进行一次成型和二次成型的模拟
·对成型分析中需要注意的地方进行总结。
问题描述:
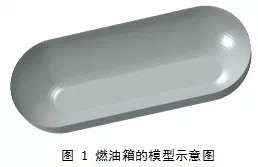
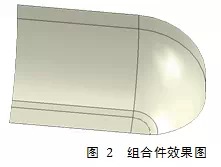
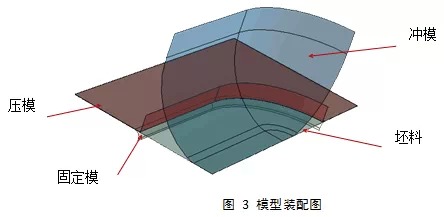
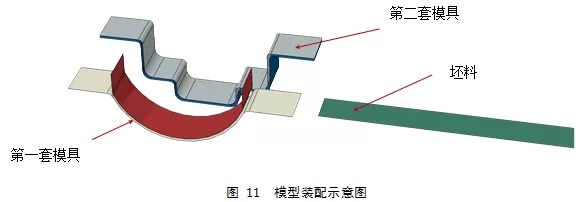
本实例模拟油箱的冲压成型过程。图 1为实际的油箱形状的一半,是考虑冲压成型过程中,它的结构的对称性,我们通过建立图 2所示的结构,整个模型的四分之一,对其进行模拟分析,达到分析整个油箱成型分析的目的。模型装配图如图 3所示。
建模中主要使用了,线拉伸生成壳,线旋转生成壳,(曲线时自动生成圆心),运用实体生成壳,运用切割体生成新体等技术,对坯料建立金属塑性模型,其它part赋予面属性,在interaction里面使用刚体约束。
分析步骤:
采用一个显示动态分析步,分析步时间为0.1s。采用位移边界条件,使用smooth幅值曲线。通用接触,摩察系数为0.1。
分析结果:
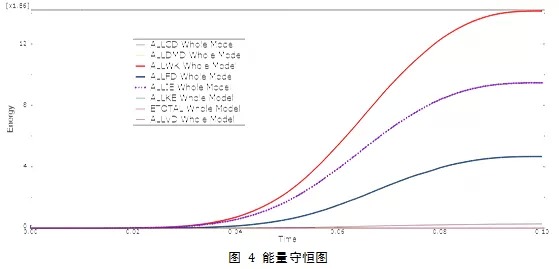
由能量守恒可得,内能+动能+各种耗散能-外力做功=总能量。由图 4可以看出,外力做功为红色的粗实线,内能为虚线,摩擦耗散能为蓝色的粗实线。其它能量均较小。
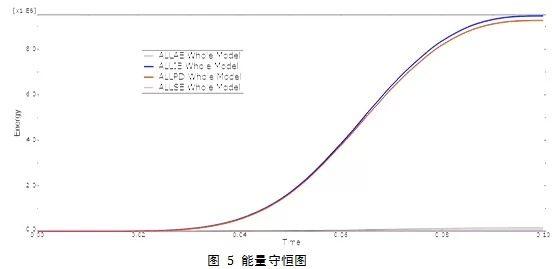
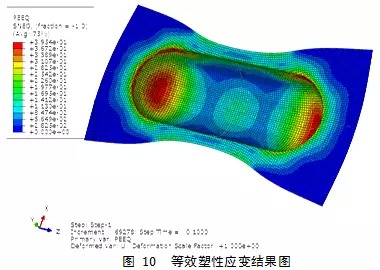
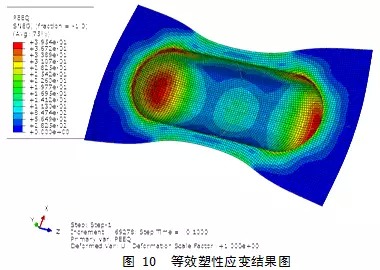
由能量守恒可得,内能=塑性耗散能+弹性应变能+伪应变能。由图 5可以看出,内能主要转化为了塑性耗散能,冲压后的模型基本上都发生了塑性变形。伪应变能远小于内能,可以不考虑沙漏问题。
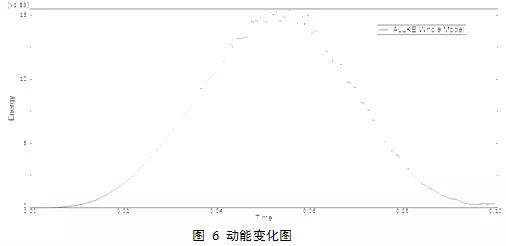
动能的响应如图 6所示,动能的响应明显的与坯料的成型有关,在分析步的中间阶段出现了动能的峰值,它对应于冲头速度最大的时刻,因此动能是适当的和合理的。冲压过程是平稳的,可认为是准静态过程。
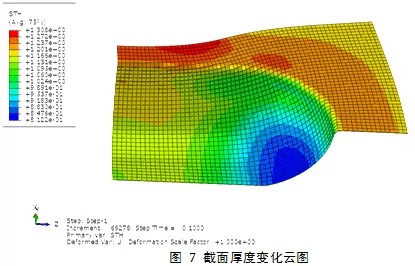
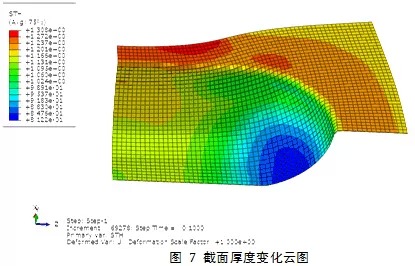
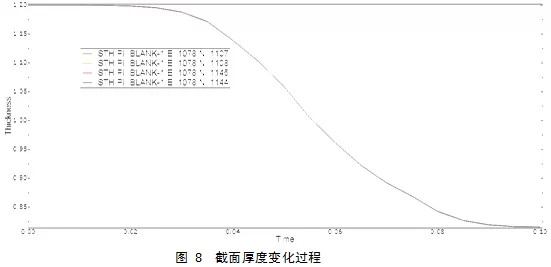
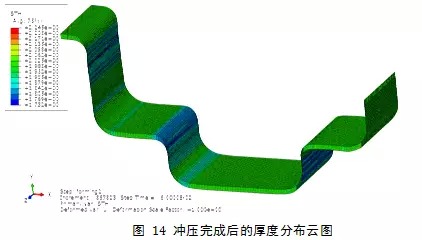
通过图 7可以看出,在冲压过程中由于挤压和拉伸,使各个部位的厚度出现不均匀现象。原始厚度为1.2mm。厚度变化最大的单元,随冲头移动位移的变化过程如图 8所示。
在成型工艺上,过去很多生产厂习惯于一次成型完毕,好处是成型时间短、生产进度快,免去了二次成型的麻烦,但不足之处是操作人员多,劳动强度大,质量不易控制。随着加工技术的不断发展,成型件的尺度不断加大,一次成型的弊端日渐引起重视。为了保证质量,有的单位采用了国外常用的多次成型法,即成型件的最终形状分为若干个成型步来完成,每次成型其中的一部分。很多实际钣金件的成型加工过程都是经过若干次成型来完成的,这些多次加工过程中,最简单的情况就是二次成型过程问题描述:
本例题所模拟的问题,是某实际钣金成型件的实际加工过程。该过程包括两次成型分析,而实际的模拟步骤分为七个分析步来完成:
1、 定位第一套模具的空间位置
2、 定位坯料在第一套模具上的相对位置
3、 进行第一次成型
4、成型之后第一套模具的上下模分离
5、定位初次成型之后的半成品料在第二套模具上的相对位置,为了使用户视图区域简洁明了,我们在该分析步中人为的加入一个操作,即移开第一套模具,让第二套模具在试图前部
6、进行第二次成型
7、成型之后第二套模具上下模分离
分析难点:
该分析重点在边界条件的设置上。如图 12所示,为边界条件的设置界面。
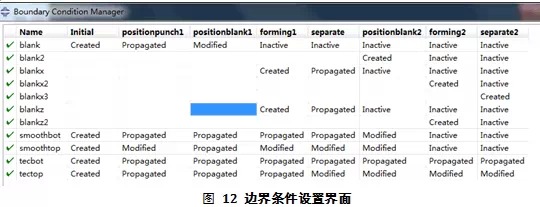
在初始分析步中首先约束所有模型的自由度,在第一个分析步中,第一套模具的上模上移40mm,在第二个分析步中胚料整体移向第一套模具的上模和下模的中间。第三个分析步中,释放胚料的所有自由度,重新约束其对称边界条件防止其出现不确定的移动,上模进行冲压,向下移动40mm。第四个分析步中,上模重新向上运动40mm,第二套模具的上模向上移动60mm,为坯料的第二次定位做准备。在第五个分析步中,坯料移向第二套模具的中间位置,为了观看的方面,把第一套模具移动到第二套模具的后面。第六个分析步中,释放坯料的自由度,约束其对称边界,上模进行冲压分析。第七个分析步中,上模向上移动,完成冲压。
分析中采用面面接触,摩擦系数为0.1。分别设置了三种幅值曲线。网格设置时考虑曲率变化。采用离散刚体对模具建模。并在interaction模块为参考点设置质量点和惯性。
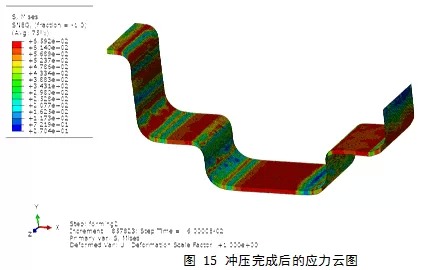
分析结果:
总结:Abaqus钣金成型使用的准静态模拟,准静态模拟分析的一个目标是在保持惯性力作用不显著的情况下,用最短的时间来进行模拟。钣金成型包括复杂的材料非线性,几何非线性,边界条件非线性。使用静态模拟容易产生不收敛的情况,可以使用准静态模拟。在进行准静态的冲压分析需注意一下几点。
加载速率:加载速率影响结构的变形速率,影响结构的惯性效应。可以使用光滑的幅值曲线,该幅值曲线的一阶、二阶导数为0,在每一个数据点上,它的斜率为0,故可以采用位移加载,应用一条光滑的幅值曲线。
结构问题中,对于典型的成型过程,冲头的速度是1m/s的量级上,而刚的波速大约为5000m/s,冲压速度的选择还要根据结构的变形复杂情况来考虑。另外通过结构的前几阶固有频率,可以大致判断出结构的固有周期。加载的保守时间比相应的基频缓慢10~50倍的因数。
如何进行质量缩放,由时间增量和波速的表达式可知,人为地将材料的密度提高f的平方倍,相当于波速降低了f倍,稳定时间增量提高了f倍。提高加载速率的方法和使用质量缩放的方法类似。一个100倍的质量放大因数恰好等于10倍的加载速率因数。
如何评缩放因子和加载速率是合适的,比较内能和动能的比例。观察动能的变化历史。动能应为内能的几个百分点,动能变化应平缓。